Flexible Conveying Upgrade for Agricultural Chemical Processing
Compact flexible screw conveying solution enabling efficient material recovery and reprocessing within a constrained brownfield facility.
Problem
An agricultural chemical manufacturer required a brownfield upgrade to recover and reprocess rejected and undersized materials back into production. Space limitations, complex routing and steep incline requirements made conventional screw conveyors unsuitable, while maintenance and cleaning also needed to be simplified.
Solution
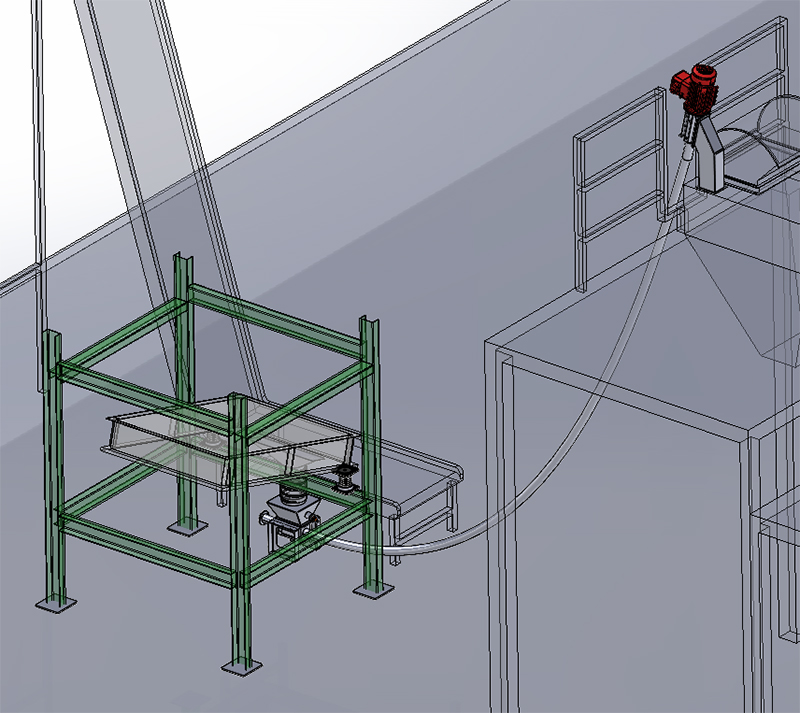
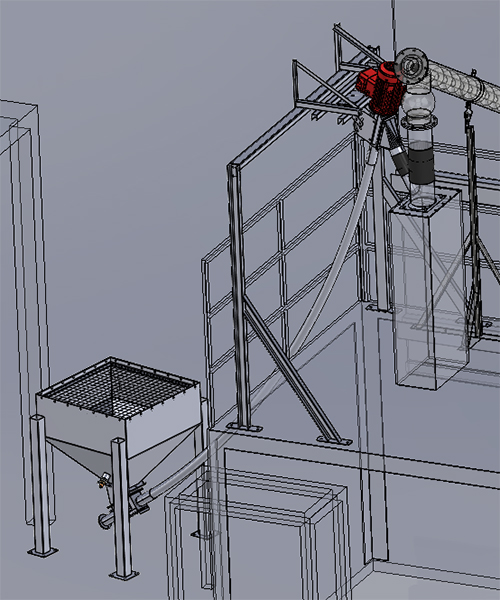
We measured, designed and supplied Modquip flexible screw conveyors to suit the site constraints, providing a compact and adaptable conveying solution. Two bespoke feed systems were designed and installed to return pellets to the hammer mill and powders to the pelletiser hopper. The scope also included custom-made structural supports, explosion-proof drives, ancillary equipment and a custom-made buffer hopper, ensuring seamless integration with the existing plant.


Outcome
The system enabled efficient material recovery, reducing waste and improving process efficiency. Its compact, flexible design overcame layout constraints, while simplified maintenance and reliable operation delivered a practical long-term solution for the facility.
