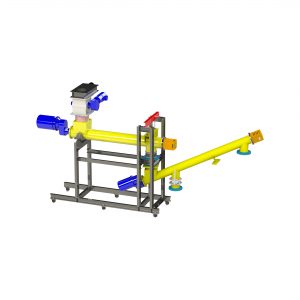
WAM Screw Conveyors & Screw Feeders
Also called augers or helix conveyors—move powders, granules, grains and liquids reliably. Our modular design ensures parts are easy to replace, maintenance is simple and operations stay uninterrupted

Screw conveyors are reliable and efficient systems for moving bulk materials from silos. They use a rotating screw inside a trough or tube to transport materials horizontally, vertically, or at an incline, ensuring smooth and continuous flow.
Features
- Durable Design: Premium materials for long service life in demanding conditions.
- Custom Configurations: Multiple lengths, diameters and pitches to suit any application.
- Efficient Handling: Minimises product damage for powders, granules and flakes.
- Low Maintenance: Quick-access covers and inspection ports simplify servicing.
- Enhanced Safety: Guards, emergency stops and overload protection.
- Smooth Performance: Precision-engineered screws reduce downtime and maintain consistent flow.
Applications
- Agriculture: Seeds, feed and fertilisers
- Chemical Industry: Fertilisers, plastics and powders
- Construction: Cement, concrete and aggregates
- Food Processing: Ingredients, grains and spices
- Mining & Minerals: Ores, coal, sand and gravel
- Pharmaceuticals: Powders, tablets and capsules